包丁を研ごう。古きに戻ろう
キャベツが結球した。
がっちりと結球して重たいキャベツだ。
最初のキャベツは、いつもトンカツで食べることにしている。
片刃の菜っ切り包丁を丁寧に研いだ。
「キャベツの千切りはこの包丁よね」。
妻がそう言う。
「片刃だから、包丁を傾けながら切るように」とわたし。
「わかってる」と妻。
トンカツの主役はキャベツの千切りだ。
トンカツは、美味しいキャベツを口いっぱいに頬張るためにある……。
![]()
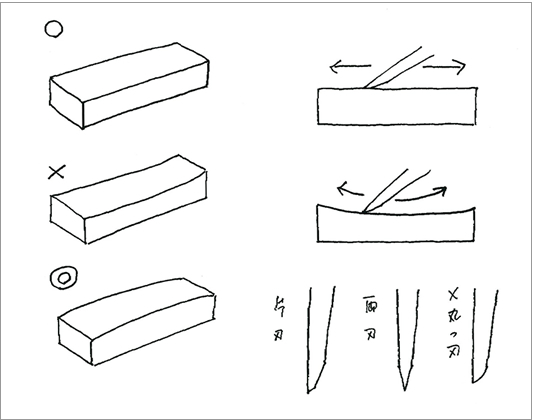
包丁には、片刃と両刃のそれがある。
片刃のそれは、使い慣れていないと
野菜を押さえている指先を切ってしまうことがある。
包丁が斜めに切り込んでいくからである。
そんな事もあって、片刃のそれはあまり見かけなくなった。
垂直に切り込んでいく両刃の包丁が、今は主流になっている。

しかし、木工用の刃物のほとんどがそうであるように、
片刃の包丁の切れ味はいい!
加えて、片刃のそれは片面だけを研げばいいので、
その分、研磨に手間が掛からないという良さがある。
在来の和包丁は、軟鉄の本体に刃金を鍛造時に張り付けた刃物としてある。
日本の刃物のほとんどは、このようにラミネートされている。
これを、“打ち出刃物”という。
刃物鍛冶が軟鉄と鋼を鍛造して、一本一本手作りする。

打ち出刃物は高価だ。
刃物の成型からラミネート、そして焼き入れから研磨までの全ての行程が
刃物鍛冶の手作業としてあるからである。
打ち出刃物は量産できない。
そこで、鉄板状のラミネート材が発明された。
これなら、刃物の形をプレス機で大量に成型することができる。
安価で供給される打ち出刃物風の製品だ。
古来からある日本の刃物が何故ラミネート材から成っているんだろうか?
その答えは、研磨しやすいからである。
薄い刃金が刃先だけにあり、刃物の本体は軟鉄から成っている。
で、研ぐのが楽なのである。
またその分、刃金を硬く鋭利なそれにすることができる。
切り出しナイフの刃裏を見てみよう。
刃金を軟鉄にラミネートした様子が、
“松永”という刻印の下に波状の線になっていてそれと解る。

このナイフは、この線までが刃金をラミネートしてある。
だから、ここまで研ぎ進んだところがこのナイフの寿命だ。
一世代でここまで研ぎ減らすのは至難の技といえる。
松永は鍛冶の屋号。
その左横の刻印は“青”と読むことができる。
これは、業界用語である“青紙”の青を意味している。
打出刃物の刃金には、青紙と白紙がある。
青の刻印は、「より硬い刃金を張り付けたぞ!」というメッセージである。
洋物の刃物は、ラミネートされていない。
刃物それ自体全部が刃金から成っている。
洋物であっても、木工用の刃物はその機能上片刃がほとんどだが、洋包丁は両刃だ。
刃金用の特殊ステンレス鋼やクロームモリブデン鋼等の合金から成っている。
錆びないとことが、ステンレス系刃物の美徳だ。
しかし、ステンレスは硬い金属だ。
刃物全体がステンレスの刃金から成っているので、研ぎやすくない。
そこが難点といえるが、全体としては扱いやすい。
で、今は洋風の刃物が日本中の台所を席巻している。

![]()
砥石の概要については前回説明した。
さて、「砥石で刃物を研ぐということは、
砥石の表面を削ることだ!」ということを理解されたい。
砥石の表面から削り落とされた砥粒素が刃先と擦り合わされることで、刃先が研がれていく。ということは、砥石は刃物を研ぐ度に変形していくということです。
刃先を鋭利に研ぎあげるためには、砥石の表面は真っ平らであるが求められる。
平らな砥石の表面が、刃先を平らな面にする。
厳密に言うなら、砥石は一度使ったらその表面を平らに研ぎ直すことが必要だ。
砥石は、その中央が窪んだアーチ状になっていく。
すると、そこを往復していく刃先はそのアーチ状に研がれる。
このようにして研がれた刃先を“丸っ刃”と呼ぶ。
丸っ刃は、刃の腹が膨らんでいる。
物が切れるときに、この膨らみが邪魔をする。
だから、その刃先をどんなに研いでも鋭利な切れ味にはならない。
砥石は平らであることが肝心だが、
太鼓橋のようにその中央が盛り上がった面を持つ砥石が、
理想的な砥石の面といえる。
なぜなら、このような表面を持つ砥石で研がれた刃先は、
けっして丸っ刃にはならないからである。
しかし、このような表面を作ることは難しい。
で、平らな面を目指す。
砥石の表面はどうしても中央が窪んでくる。
砥石の端は研ぎにくいからだ。
そこで、刃物の切っ先を研ぐときには、砥石の前端と後端を使うように心掛ける。
ここは、研ぎ減りしないところなので、安心して砥石を苛めることができる。
砥石は、砥石と砥石を擦り合わせることで平らな面を作ることができる。
荒砥は硬質ブロックと擦り合わせて面を作る。
面ができた荒砥と中砥を擦り合わせることで、中砥の面が作れる。
同様にして、仕上げ砥は中砥と。
一度大きく変形させてしまった砥石の表面を平らに戻すのは、手間が掛かる仕事だ。
こまめなメンテナンスを心掛けよう。

木工家は、写真のような“面直し器”を持っている。
厚いガラス板に#80の紙ヤスリを張り付けて、砥石や鉋台の面を作るのである。
![]()
実を言えば、刃物研ぎで一番厄介なのは“荒研ぎ”なんです。
荒研ぎは、刃物の形や刃こぼれした刃先を整えたりする厄介な仕事だ。
また、どんなに平らな砥石を使っても、
刃先はどうしても丸っ刃になっていくものだ。
「そうではない!」という木工家もいるが、
刃物を手研ぎする時の手指の往復運動が丸っ刃を作っていく。
そんなわけで、ここで“秘密兵器”を登場させたい。
それは、ベルトサンダーとスピードコントローラの組み合わせとしてある。
ベルトサンダーのスピードをコントローラで超低回転にすることで、
刃物が焼けないのだ。
高回転のサンダーで刃物を研ごうとすれば、
たちまち刃先が焼けて焼きが戻ってしまう。
で、高回転のグラインダーやベルトサンダーで刃物を研ぐことはできない。

スピードコントローラ(わたしのそれは日本特殊電子工業製)は、
サンダーのスピードを無段階で低速にすることができる。
しかし、機械の持つトルクは損なわれないという変圧器。
ただし、この道具はブラシ対応の電動工具にしか使うことができない。
「刃物を研いでも焼きが戻らない」という低回転のグラインダーを持ってる。
が、小口径のグラインダーで刃物の面を作るのは難しい。
その点、ベルトサンダーは面上をベルトが回転するので、綺麗な面が作りやすい。
鉄工用の#120のサンディングベルトをセットして、
ナイフや鑿や鉋の荒研ぎは全てこのシステムで楽々研いでいる。
斧もベルトサンダーで荒研ぎしてから、
グレンスフォッシュのディスクストーンで研ぎあげれば見事な刃先となる。
農具や薪割りは、スピードコントローラで
ハンドグラインダーを低回転にして研いでいる。

![]()
わたしの座右の書である「ウォールデン、森の生活」の結びで、
ヘンリー・デビッド・ソローはこう書いている。
「菜園を耕す如く、自分の貧困を耕せ。
新しい物を疑え。
新しい友達や流行の衣服を欲しがるな。
古いモノに向かえ、そこに戻れ。
物事は変わらない。変わるべきは我々だ」

便利さと人の幸せは無関係だ!
我々は、毎日最低でも3グラムの食品添加物を摂取している。
人によっては、年間では3㎏以上摂取している。
よく切れるナイフが台所にあることで、
我々は、ジャンクフードやファーストフードの添加物から逃れ、
健康を維持することができる。
そして、家庭料理という文化の歓びを知り、家計の無駄を省くことができる。
Photoes by Yoshio Tabuchi
*次回の更新は10月下旬です。